Для некоторых операций домашнему мастеру может потребоваться пресс со значительным усилием сжатия, но приобретение оборудования такого класса будет совершенно неоправданным. Сегодня мы расскажем, как за несколько часов собрать надёжный пресс на основе гидравлического автомобильного домкрата.
Из чего и как собрать раму для пресса
Материал для станины, её конструкционная прочность и способ сборки должны определяться давлением, которое домкрат способен выдать. Для точного расчёта важно понимать, в каком направлении действуют нагрузки в процессе работы.
Основа пресса — прямоугольная П-образная рамка из швеллера или спаренного стального уголка. Основной действующей силой является противодействие сжатию, выраженное в сосредоточенной нагрузке. Основное усилие концентрируется в центрах горизонтальных перекладин. Силами, растягивающими вертикальные стойки пресса, и явлениями деформации в сжимаемых деталях вполне можно пренебречь.
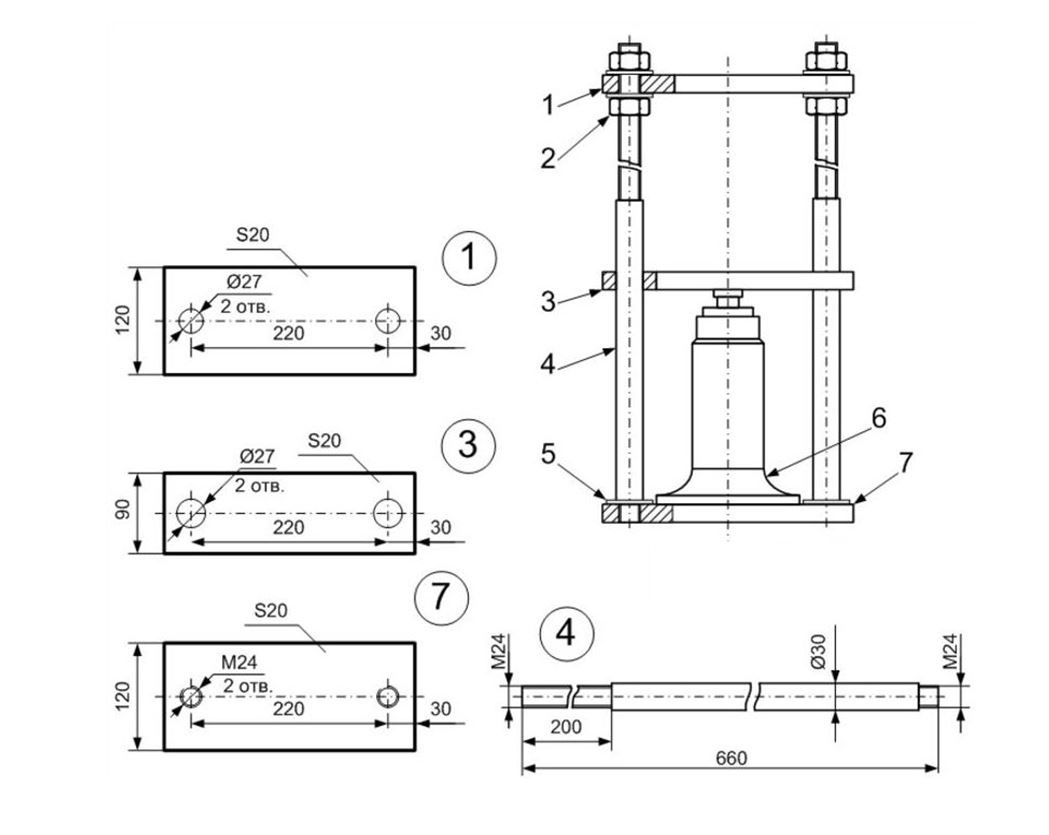
 1 — верхняя упорная балка; 2 — болты; 3 — домкрат 20 т; 4 — возвратные пружины; 5 — подвижная балка; 6 — стопорный палец; 7 — регулируемая опорная балка; 8 — поперечная балка; 9 — ножки из уголков
1 — верхняя упорная балка; 2 — болты; 3 — домкрат 20 т; 4 — возвратные пружины; 5 — подвижная балка; 6 — стопорный палец; 7 — регулируемая опорная балка; 8 — поперечная балка; 9 — ножки из уголков
Для установки со сдавливающим усилием до 5 тонн для изготовления рамы можно смело использовать:
- Швеллер по ГОСТ 8240-89 типоразмера 8П.
- Пару горячекатанных уголков по ГОСТ 8509-93 размера 50х5 мм, связанных 10 мм прутьями через 20-25 см, либо цельным сварным швом.

Сразу оговоримся, что примерные данные по металлопрокату мы приводим для рамы, у которой внутреннее окно не шире 100 см. По аналогии при использовании домкрата с усилием до 10 тонн раму следует изготовить из:
- Швеллер типоразмера 10П.
- Спаренная угловая сталь 63х7 мм, соединение цельным швом с внутренними вставками номинального сечения.

Если же необходимое усилие сжатия достигает 15 т или выше, то раму следует изготовить из:
- Швеллер типоразмера 14П.
- Спаренный уголок 75х8 мм, соединение аналогично предыдущему.

Указанное выше предложение по металлопрокату подразумевает десятикратный запас прочности, что полностью исключает превышение предела упругих деформаций и является нормальным для установок такого рода. Все соединения рамы должны быть сварными с цельными двухсторонними швами и подрезкой встык. Если сваркой соединение не выполнить, допускается сборка на болтах или шплинтованных пальцах. При этом обязательно нужно брать в расчёт максимальную допустимую нагрузку на срез.

При болтовом соединении основная нагрузка становится рассредоточенной и усилие сжатия пресса нужно разделить на количество болтов или пальцев. Разрушающее усилие среза болтов из наиболее распространённой стали СТ-3 составляет:
- М10 — около 2500-3000 кг.
- М12 — 4000-4500 кг.
- М14 — 5500-6000 кг.

Для обеспечения необходимого запаса прочности каждый элемент крепления должен испытывать нагрузку в пять раз меньше разрушительной. Для стальных пальцев усилие можно принимать на 10-15% выше указанных значений. Если нужное количество креплений не получается разместить в угловом узле, следует увеличить прочность косынками, для которых предпочтительно использовать угловую сталь вместо листовой. Это же применимо и к сварной конструкции рамы, что также помогает избежать использования излишне массивного сталепроката.

Помимо нагруженной верхней части станина включает в себя две стойки с ножками, обеспечивающими прессу достаточную устойчивость, и поперечную балку, которая может быть переставной при обработке деталей разного размера. Сечение верхней и нижней балок должно быть эквивалентным, также как и сечение элементов их крепления. Ножки и опору каждый волен реализовать по своим соображениям, они не испытывают рабочих нагрузок помимо собственной массы пресса. Единственное требование — наличие нижней перекладины, придающей конструкции дополнительную жёсткость.
Какой использовать домкрат и как его доработать
Наиболее доступным и пригодным для изготовления домашнего пресса будет гидравлический автомобильный домкрат стаканного типа. Как упоминалось выше, рабочее усилие вы вправе выбирать под свои задачи, в продаже присутствуют относительно недорогие устройства, способные выжимать до 20 тонн и даже больше.

Основная проблема с использованием таких домкратов заключается в их неспособности работать в перевёрнутом положении. Кажется наиболее логичным закрепить домкрат стационарно на верхней балке и использовать нижнюю как опору под деталь. Однако для этого потребуется доработка гидравлического механизма.
Первый вариант переделки домкрата — установка дополнительного расширительного бачка ёмкостью около 300 мл. Бачок связывается с заливным отверстием домкрата обычной силиконовой трубкой. Для её плотной посадки можно использовать резьбовые штуцеры под кислородный шланг, которые в ассортименте присутствуют в любом магазине автозапчастей.

Другой вариант переделки потребует разборки домкрата. Необходимо полностью слить масло и прокачать плунжер, затем скрутить верхнюю прижимную гайку, зажав её в тисках. После этого резиновой киянкой расшатывается внешний стакан, он должен выйти из посадочного кольца в основании домкрата. Сразу возле рычага плунжера расположено отверстие для забора рабочей жидкости. Вся проблема кроется здесь: стакан наполнен не полностью и поэтому в перевёрнутом состоянии отверстие не контактирует с маслом. Чтобы это устранить, в него нужно плотно запрессовать трубку, длиной почти во всю высоту стакана.

Если не переделывать домкрат, придётся реализовать более сложный механизм с дополнительной третьей балкой. Она должна скользить по боковым стойкам-направляющим и иметь достаточно плотную посадку, чтобы при накачке давления домкрат не сдвинулся с места. В нашем случае домкрат просто крепится в перевёрнутом положении к центру верхней балки. Здесь не нужно массивных болтов, достаточно проделать в опорной пластине домкрата пару отверстий и обеспечить фиксацию болтами М10 или М8, способными выдержать вес самого домкрата и незначительное усилие сдвига на начальном этапе сжатия.

Изготовление прижимных колодок
Шток домкрата не очень удобен в работе, обычно требуется увеличенная площадь сжимающих бабок для использования широкого набора пресс-форм и работы с крупногабаритными деталями. При этом усилие должно распределяться по всей площади сжимаемых поверхностей равномерно, не вызывая деформации.
В простейшем случае в роли прижимных колодок могут выступить короткие полнотелые чушки. В них достаточно просто изготовить глухие отверстия с резьбой для фиксации к основной конструкции пресса. Но такого рода детали не всегда доступны обывателю, поэтому предлагаем вариант собственного изготовления бабок, способных без вреда выдержать значительное усилие сжатия.
Верхняя бабка должна иметь возможность составного крепления со штоком домкрата, исключающего сдвиг во время работы. Говоря проще, в бабке следует изготовить несквозное отверстие, в которое пятка домкрата войдёт с минимальным зазором. Также понадобится пара отверстий для крепления пружин возвратного механизма.

Обе бабки можно изготовить из двух отрезков швеллера или четырёх кусков уголка, формирующих параллелепипед с открытыми боковыми гранями. Швы на плоскостях, через которые проходит ось основного рабочего усилия, следует заваривать сплошным швом изнутри, остальные — снаружи. Одна из граней глушится квадратной вставкой, после чего внутренняя полость заливается пескобетоном марки 500. После застывания бабка заваривается с другой стороны, так получаются две несжимаемые колодки.
Для посадки на домкрат достаточно приварить в верхней части бабки отрезок трубы соответствующего диаметра, которая выполнит роль обсадки стакана. Для ещё большей надёжности на дне гильзы крепится шайба с отверстием под пятку штока. Нижнюю бабку можно просто поставить на переставную балку, но лучше наварить пару уголков или стальных прутьев, ограничивающих сдвиг.
Переставная опорная балка
Как вы уже знаете, нижняя балка должна иметь сечение не меньше, чем у верхней, но она отличается по конструкции. Опорный стол изготавливается из двух швеллеров, обращённых рёбрами наружу, которые прикладываются по разные стороны стоек и свариваются в центральной части вставками из уголка или толстой арматуры. Вдоль центра балки имеется свободное пространство, чем объясняется необходимость изготовления нижней опорной колодки. Последняя должна опираться как минимум на половину ширины каждой полки, упоры от сдвига навариваются по центру нижней части.

Лучший вариант фиксации балки на стойках — с помощью массивных стальных пальцев. Для этого в вертикальных швеллерах рамы следует изготовить ряд круглых просечек на разной высоте с параллельным расположением. Как вы понимаете, диаметр пальцев не может быть меньше совокупного сечения всех болтов, используемых в скреплении верхней части рамы.

Возвратный механизм
Последняя часть конструкции самодельного пресса — пружинный механизм, который будет складывать домкрат при открытом перепускном клапане. Для этой цели подойдут обычные пружины для доводки дверей, которые можно в неограниченном количестве приобрести в любом хозяйственном магазине.

Задача осложняется при использовании верхней прижимной бабки, значительный собственный вес которой не позволит пружинам сжаться. Как вариант можно увеличить число пружин до четырёх или шести, или использовать более мощные пружины растяжения для ворот.

При отсутствии верхней колодки необходимо закрепить пружины к штоку домкрата. Для этого понадобится шайба, внутреннее отверстие которой больше регулировочного винта штока, но меньше диаметра поршня. Пружина крепится к ней через два небольших отверстия по краям и фиксируется к верхней балке аналогичным образом или на приваренных крючках. Располагать пружину строго вертикально не обязательно, вы можете компенсировать излишек длины наклонным положением.

Сконструировать гидравлический пресс в условиях домашней мастерской можно при помощи подручного металлопроката. Главным рабочим элементом любого гидравлического пресса является автомобильный гидродомкрат. Чаще всего в устройстве пресса применяется распространенная конструкция автомобильного домкрата – бутылочная. Домкраты этого вида в зависимости от особенностей конструкции могут поднимать от 2 до 100 тонн. Огромным преимуществом автомобильного гидродомкрата является простота его устройства и удобство эксплуатации.
Изготовление основания конструкции, стоек и упора
Основание для устройства можно смастерить из любого подручного материала. Главным требованием к этому конструктивному узлу устройства является обеспечение надежной устойчивости всей установки в процессе функционирования. Для того чтобы обеспечить максимальную устойчивость конструкции, нужно гидропресс конструировать таким образом, чтобы центр тяжести устройства располагался как можно ниже.

Для напольной разновидности конструкции, основание можно собрать из швеллеров или толстостенных уголков. При изготовлении настольного гидропресса для сооружения основы можно применить толстостенную трубу, имеющую квадратное сечение. При использовании основания в роли платформы пресса, сверху на основание потребуется произвести наваривание толстостенного листа металла. Использовать железо для конструирования можно только при толщине металла 10 мм и более.
После изготовления основания можно приступать к изготовлению следующих конструктивных элементов устройства – стоек и упора. Изготовить эти элементы можно также из подручных материалов. При определении размеров этих элементов требуется учитывать некоторые особенности предполагаемой эксплуатации устройства.
В первую очередь требуется выяснить величину выдвижения штока, используемого в устройстве домкрата. К этому параметру требуется прибавить высоту корпуса гидродомкрата и толщину металла платформы, служащей в качестве опоры.
Упор устройства изготавливается из материала аналогичного тому, из которого изготовлены стойки приспособления. Размер упора должен быть равен ширине платформы устройства.
Соединенные воедино неподвижный упорный элемент и стойки геометрически представляют П-образный конструктивный элемент. Все конструктивные элементы соединяются в единую конструкцию при помощи сварочного агрегата. После соединения стоек и неподвижного упорного элемента устройства методом сварки вся конструкция крепится к ранее изготовленному основанию.
Развитие технической мысли всё время развивается, и сегодня аппараты, которые пару столетий назад считались величайшим изобретениями человечества, сегодня делают из простейших приспособлений в домашних условиях. Например, таких механизмов, как гидравлический пресс, который можно изготовить на основе домкрата или при помощи других приспособлений. Без пресса трудно себе представить работу СТО, ремонтных мастерских, маслобойки или цех по переработке вторсырья. Гидравлический пресс широко используют в промышленных и бытовых условиях.
Применение прессов
Упаковка вторсырья, обработка сельхозпродукции, металла и других материалов под давлением, с целью получения новых свойств, нередко производится с помощью давления или прессовки. Современные гидравлические прессы намного компактнее и производительнее своих предшественников. Давление на рабочую поверхность обеспечивается благодаря перекачке специального плотного гидравлического масла, приводя в движение основную его часть - движущуюся деталь. Этими приспособлениями пользуются в разных сферах промышленности и сельского хозяйства - гидравлический пресс фото

Многофункциональность гидравлических прессов подтверждается их возможностями - запрессовка подшипников, гнутье метизов, прочное склеивание двух разнородных поверхностей или деталей под давлением и пр. Если для промышленного применения приобретают очень мощные прессовальные установки - с возможным давлением до 100 тонн, то для бытового использования подходит и более простое оборудование. Например, для получения подсолнечного масла не нужен мощный аппарат, а для получения арахисовой пасты или выдавливания сока подойдёт простейший самодельный гидравлический пресс.
Предприниматели в небольших мастерских по металлообработке зачастую используют не только готовые станки и приспособления, но и пресс гидравлический ручной. Есть разные конструкции прессов, и для некоторых из них используют металлическую раму, домкрат, куски арматуры, железнодорожные пружины и другие подручные средства.
На практике используют как напольный массивный вариант гидравлического пресса, так и более компактный настольный механизм.
Разновидности прессов
Общие характеристики гидравлического пресса основаны на его функциональности и устройстве. Основные функции пресса - опрессовывание поверхностей и отжимание жидких сред из продукции, то есть отвод масел или жидкостей. При сжатии идет отделение жидкой составляющей из относительно твердого тела, например, для получения масла. Есть несколько разновидностей прессов, в зависимости от предназначения, а гидравлическими прессами в промышленной обработке масличных культур пользуются давно.

В древности прообразом пресса были обычные ноги - ими толкли виноград для отделения сока в так называемом точиле, а жидкость стекала в подточилие. Виноделие изначально использовалось в качестве консервации виноградного сока. Отжимать масли из оливок научились после изобретения винта, когда поверхность примитивного пресса просто ввинчивалась по оси. Сегодня простейшее устройство с функциями пресса - шнековая соковыжималка.
По методу прилагаемых усилий для отжима прессы бывают:
- гидравлические (на основе перекачки технического масла);
- механические.
Последние, в свою очередь, имеют разновидности:
- рычажные,
- кривошипные,
- эксцентриковые,
- винтовые.
В бытовом применении гидравлические прессы считаются наиболее мощными, и тот же принцип действия применяется и промышленности. Да и схема гидравлического пресса, применяемого в быту, по своей конструкции вполне компактна, например, сконструированного на основе домкрата.
Прессы также отличаются и по форме плоскостей, сближающихся при давлении:
- чашечные,
- пакетные,
- корзиночные,
- плиточные.

1. При работе с чашечным прессом материал для прессовки расположен в сосуде цилиндрической формы, с ситами или фильтровальными прокладками, сжимаемый плунжером. Тут возможен более жидкий продукт для обработки.
2. При работе с пакетным прессом отжимаемый продукт упаковывают в тканевую упаковку и эти пакеты складывают в металлический короб между подвижной поверхностью и основанием пресса. Выше первого пакета или короба можно ставить другие, и жидкая среда выходит через перфорированные поверхности или специальные канавки для дренажа в специальный поддон.
3. При работе с корзиночным прессом субстанция для выжимки размещена в цилиндре из деревянных или стальных полос, реже - в металлической перфорированной чаше. При обработке продукта плунжером выжимаемая жидкость стекает из отверстий в поддон.
4. При работе с плиточным прессом все делается точно так же, но продукт при прессовании укладывается на плиты с дренажными отверстиями по бокам. Его поэтому называют «пресс открытого типа», а плиты могут иметь нагревательные элементы. Этот принцип широко применяется для масла холодного отжима и вторичной переработки продукта, дополнительно получая второсортное масло.

Составные части механизма
Устройство пресса гидравлического - рама конструкции, основание, верхний упор и рабочий элемент.
1. Верхний упор. Не так важна толщина металлической рамы, как прочность стыка элементов упора и их расположение под углом 90 °С. То есть, в П-образной конструкции должна быть исключена возможность каких-либо прекосов и неточностей. Грамотно сваренная конструкция опорами должна быть закреплена на основании, а высота напрямую соотносится с максимальной амплитудой движения рабочей части, например, домкратного штока. Обычно гидравлический пресс своими руками делают, используя сварку, которой скрепляют прочные профили или обрезки толстостенной стальной трубы небольшого диаметра.
2. Основание конструкции всегда делают особо прочным - из-за максимальной нагрузки при работе гидравлического пресса. На этой платформе или станине не только крепится вся конструкция, но к нему будет стремиться и гидравлический домкрат. Основание сверху лучше всего выровнять и уплотнить, например, стальным листом, который тоже закрепляется сваркой. Мощность гидравлического пресса напрямую связана с толщиной основания. Эта платформа может быть уложена в основание уголка, из которого сделана вся конструкция пресса.
3. Подвижный рабочий элемент гидравлического пресса размещается строго вертикально основной платформе и параллельно П-образной раме. Во время работы именно он создает давление на рабочую поверхность всей конструкции с целью получения новых свойств обрабатываемого материала.

Принцип действия гидравлической системы пресса
Тем, кто задавался вопросом, как сделать гидравлический пресс, важно понять схему его действия, построенного на принципе сообщающихся сосудов и других законах физики. Любой такой механизм - это передача усилия для прессования посредством перекачки жидкости: масла, воды и прочих текучих сред.
Если рассмотреть схему гидравлического пресса, напоминающую замкнутую цепь, то основные элементы всегда одни и те же:
- сосуд с плотным маслом или жидкостью;
- вентиль;
- поршень или плунжер пресса;
- цилиндр;
- трубчатое соединение;
- датчик измерения давления или манометр;
- всасывающий клапан;
- нагнетательный клапан;
- цилиндр насоса;
- плунжер насоса.
Жидкость перекачивается в пространство цилиндра под давлением, воздействуя на плунжер или поршень, выталкивая из цилиндра. Через поршень происходит сильное давление на требуемый материал или предмет. Все строится на законе сохранения массы и энергии. Подробно все физические величины прописаны в учебниках по физике, и нет необходимости это рассматривать подробно, но схематически все видно по рисунку схема гидравлического пресса.

Как сделать гидравлический пресс
Существует немало вариантов изготовления гидравлического пресса своими руками.
Для работы вам потребуется подготовить:
- гидравлический насос,
- гидроцилиндры,
- станина и каркас из металла,
- рубильник,
- манометр,
- электродвигатель,
- электропровод,
- рукав высокого давления.
Совет: Во многих конструкциях необходима мощная пружина сжатия, которую можно спросить в железнодорожном депо, где ее запросто вручат.
Этапы выполнения работ:
1. В соответствии с техническими параметрами проводят расчеты объёмов и размера гидроцилиндров, а также готовят проверенную схему по сборке гидравлического пресса. Не имея инженерных навыков, эти расчеты сделать сложно, поэтому проще воспользоваться готовыми. После проверки соответствия параметров имеющихся у вас приспособлений и расчетов можно начинать делать каркас пресса.
2. От конструкции каркаса во многом зависит мощность и надежность работы самодельного пресса, который сможет выдержать серьёзную рабочую нагрузку.

3. Когда готов каркас, делают рабочее оборудование гидравлического пресса: гидравлический насос, двигатель и электрическая цепь для подключения механизма.
Совет: Во время работы с гидравлическим прессом важно следить за соблюдением техники безопасности. Во избежание аварийных ситуаций важно установить защитный экран. И помните, что для использования в гидроцилиндрах подходит слабо застывающее и маловязкое техническое масло.
Процесс изготовления пресса гидравлического своими руками не обходится без помощи сварочного аппарата и сварочных электродов к нему, углошлифовальной машины или болгарки куда ставят диском по металлу. Может понадобиться слесарная ножовка, толстостенный стальной профиль для основания и рамы всей конструкции пресса.
Наиболее подходящим рабочим элементом станет гидравлический домкрат.
1. Делаем основание или опорную платформу под работу домкрата, где основное давление приходится на нижнюю плоскость. Основа чаще всего укрепляется несколькими рёбрами жёсткости из отрезков стального профиля, который приваривают по боковым стенкам. Это основание будет иметь достаточную жёсткость для крепления рабочего домкрата, куда приваривают стальную платину.
2. Делаем стойки упора, которые привариваются к основанию. Раму проще всего изготовить из двух отрезков профилированной трубы. Высота стоек зависит от максимальной высоты штока для рабочего хода домкрата плюс габариты домкрата и основания. Чем прочнее металл и надежнее сварка, тем крепче будут стойки. Измерительными приборами проверяйте точность прямоугольной геометрии сварной конструкции. П-образную стойку можно приварить к подготовленному основанию.

3. Делаем съёмный упор, без которого не обходится работа пресса. Данный элемент будет перемещаться по направляющим, передавая давление от домкратного штока на обрабатываемую поверхность. Подойдут куски стальной полоски немного короче, чем отрезок между стойками конструкции. Их соединяют сваркой, но при необходимости они должны легко демонтироваться. Деталь фиксируется для перемещения вдоль вертикальных стоек, в ней просверливаются пара сквозных отверстий. Подобные им отверстия необходимо просверлить и в стальных пластинах, которые будут длиннее этого блока. При установке блока на раме конструкции пластины закрепляются длинными болтами с шайбами и гайками, чтобы те были расположены с обеих сторон поршневых стоек.
4. Делаем регулировку рабочего хода. Если есть потребность в ограничении свободного хода поршня домкрата, между верхней балкой конструкции и перемещающимся упором монтируется ещё один промежуточный квадратный профиль, соответствующий расстоянию между рамой. Он тоже закрепляется сваркой, и конструкция получает дополнительную регулировку рабочего расстояния пресса, чтобы ускорить работу штока. Таких частей может быть несколько.
5. При налаженной работе домкрата конструкция готова. Можно прессовать и уплотнять детали, делать различную выштамповку. Домкраты имеют разную мощность, и на эти параметры нужно опираться, в зависимости от его предназначения. В мощном оборудовании для прессования используется электропривод.
Перевод материала.
Фото: Craft Beer
IPA сегодня стали - чем-то вроде Bud Light. Нет пивоварни, которая бы их не варила, соревнуясь с другими в охмеленности (гонка вооружений дошла даже до октюпельных IPA). Но дело вот в чем: показатель IBU часто используется неправильно, и если вы видите пиво с более чем 100 IBU, вы можете практически быть уверены, что это (за исключением случаев, когда пивоварня использует хмелевые экстракты).
Что такое IBU ? Эта аббревиатура означает International Bittering Unit - международная единица горечи. Одна единица равна одному миллиграмму горьких веществ на литр пива. Откуда происходят эти горькие вещества? Из хмеля. Но вот в чем загвоздка: в хмеле изначально нет компонентов, которые делают пиво горьким. В нем есть их прекурсоры - кирпичики, из которых воздействием высокой температуры образуются горькие компоненты. Вот так выглядит реакция изомеризации, в результате которой альфа-кислоты превращаются в изо-альфа-кислоты.
Короче говоря, концентрация изо-альфа-кислот напрямую связана с горечью пива. Чем больше хмеля вы добавляете, тем больше альфа-кислот. Чем больше альфа-кислот, тем больше изо-альфа-кислот. Чем больше изо-альфа-кислот, тем более горьким будет пиво, и тем более внушительный показатель IBU можно указать на этикетке.
И здесь начинается проблема. Большинство пивоваров рассчитывают уровень горечи в зависимости от количества добавленного хмеля, принимая как данность, что все альфа-кислоты будут конвертированы в изо-альфа-кислоты. Для обычного пива это так, но для хмелевых бомб всё по-другому. Потому что нужно учитывать растворимость и деградацию.
 Изомеризация гумулона. Иллюстрация: Will Deutschman
Изомеризация гумулона. Иллюстрация: Will Deutschman
Начнём с растворимости - того, сколько вещества можно растворить в определенном объёме растворителя. У нас растворителем будет пиво (точнее, несброженное сусло, но не будем вдаваться в детали). Оказывается, альфа-кислоты на самом деле не очень хорошо растворимы. Так что сколько бы хмеля вы ни бросили в пиво, растворится в нём лишь ограниченное количество альфа-кислот. Соответственно, если это количество ограничено, ограничено и количество того вещества, что превратится в горькие изо-альфа-кислоты. И знаете что? Этот предел намного ниже того количества, которое соответствовало бы 100 IBU. Примерно 6–10 миллиграммов альфа-кислот на литр - и это НАМНОГО ниже 100 IBU.
Но подождите! Разве это не значит, что пиво должно иметь максимум 6–10 IBU? Оказывается, нет. Иначе бы об IPA можно было только мечтать. Слава богу, всё не так.
Да, сначала мы можем получить лишь несколько миллиграммов альфа-кислот, но когда мы нагреваем их и превращаем в изо-альфа-кислоты, из хмеля можно будет извлечь ещё больше альфа-кислот. К нашему счастью, предел растворимости изо-альфа кислот НАМНОГО выше, чем 6–10 мг на литр. Но каков же тогда предел, и можно ли довести его до пресловутых 100 IBU? И да, и нет.
В химической лаборатории, а не на настоящей пивоварне можно довести растворимость изо-альфа-кислот до более чем 300 мг на литр. Так что теоретически можно получить пиво с 300 IBU (не забудьте только запастись скребками для языка).
На практике всё не так. В дело вступает кинетика - закономерности протекания химических реакций во времени. Итак, мы растворяем альфа-кислоты, они превращаются в изо-альфа-кислоты. Отлично! Наш IPA становится всё более горьким. Но пока мы производим изо-альфа-кислоты, температура, которая является частью процесса варки, разлагает изо-альфа-кислоты на компоненты, которые не являются горькими. Вот незадача.
Таким образом, у нас идут две конкурирующие реакции: в результате одной образуются горькие компоненты, в результате другой они распадаются. Интересно, что обе эти реакции идут тем быстрее, чем выше концентрация веществ. Так что же? Если мы добавим больше хмеля, у нас будет больше альфа-кислот и больше изо-альфа-кислот, и пиво будет ещё более горьким? IPA, жди нас!
Но нет. Изо-альфа-кислот становится больше, но они быстро распадаются на негорькие компоненты. Эх, никакого октюпельного IPA.
 Фото: Arne Sund
Фото: Arne Sund
В определённый момент эти реакции входят в равновесие, и ситуация становится патовой. Горечь достигает предела. Каков же он? Около 100 IBU.
Так что если пивовар использует традиционные пивоваренные техники, то сколько бы вёдер хмеля он ни вбухал в варочный котел, горечь пива будет все равно где-то около 100 IBU. Почему? Такова химия!
Есть обходной путь. Вместо того чтобы полагаться на химические реакции в котле, можно приобрести химически извлечённые и преизомеризованные изо-альфа-кислоты, с которыми можно выйти за пределы 100 IBU. И здесь вас будет ограничивать только то, как долго вы готовы отскребать горечь со своих вкусовых рецепторов. Но для большинства пивоваров (особенно для крафтовых) покупка и использование преизомеризованных хмелевых экстрактов - не вариант.
Так что в следующий раз, когда вам будут впаривать пиво с - не ведитесь. Да, это определённо будет хмелевая бомба. Но не думайте, что пиво со 110 IBU будет отличаться от пива со 100 IBU или 90 IBU. Они все сделаны на пределе возможностей пивоваров, и у всех у них будет примерно тот же уровень горечи. Возможно, вы по-разному будете ощущать горечь - это зависит от солодового характера, концентрации солей, срока годности и так далее. Но это уже другой разговор.
Для того, чтобы успешно продавать производимое пиво, в первую очередь, необходимо делать его как можно более вкусным. Однако у разных людей совершенно разные предпочтения, и каждый ценит что-то особенное в своем любимом сорте.
Логично предположить, что существует немалая доля любителей, которым пиво кажется привлекательным благодаря своей горечи. Соответственно, чем горче пиво, тем оно для них вкуснее.
Для определения горькости пива, на международном уровне была введена специальная шкала, а самые горькие сорта вошли в «Книгу Рекордов Гиннеса».
Пивную горечь принято измерять в IBU(International Bitterness Unit) – международных единицах горькости. Единица IBU показывает содержание в пиве миллионных частей горьких кислот (ppm) . Именно содержащиеся в альфа и бета-горькие кислоты придают горечь напитку.

Большее количество сортов пива находится в пределах IBU равной 16, например отечественная «Балтика №3» имеет степень горькости равную от 8 до 15 единиц IBU , как правило, имеют горькость от 20 до 40 IBU, знаменитый « » горький на 45 IBU.
Когда-то самое горькое пиво в мире было американское Devil Dancer Triple IPA, содержащее 200 IBU, но в 2011 году этот рекорд был побит. Англичанин Питер Фоулер, приготовил пиво, горечь которого равна 323 единицам IBU.
Фоулер – владелец маленькой пивоварни «Pitstop Brewery», расположенной недалеко от небольшого города Вантедж. Для того, чтобы разработать самое горькое пиво в мире, ему понадобилось два года. При изготовлении The Hop (так было названо пиво), он использовал специальные особо горькие – «Chinook», «Centennial» и «Simcoe», кроме этого, был добавлен особый – «Isolone».
 Однако в 2015 году и этот рекорд был побит американской пивоварней «Dogfish Head Craft Brewery»
во главе с Сэмом Калладжионе. Их пиво «Hoo Lawd
» официально установило отметку в 658 IBU
, что было инструментально подтверждено двумя независимыми лабораториями. Для приготовления напитка использовали новый экспериментальный сорт «Alpha Beast». Пиво доступно к употреблению в фирменном пабе, начиная с 02.12.2015.
Однако в 2015 году и этот рекорд был побит американской пивоварней «Dogfish Head Craft Brewery»
во главе с Сэмом Калладжионе. Их пиво «Hoo Lawd
» официально установило отметку в 658 IBU
, что было инструментально подтверждено двумя независимыми лабораториями. Для приготовления напитка использовали новый экспериментальный сорт «Alpha Beast». Пиво доступно к употреблению в фирменном пабе, начиная с 02.12.2015.
Несмотря на это, датская пивоварня «Mikkeller ApS
» выпустила на рынок пиво с говорящим названием – «», причем сделала это достаточно давно – аж в 2010 году. Однако никаких документальных подтверждений своему «рекорду» пивоварня не предоставила до сих пор, поэтому данный рекорд оставался все эти годы непризнанным. Однако летом 2016 года российская группа компаний «Kontrabanda Project» проявила инициативу и предоставила в Международный исследовательский центр «Пиво и напитки XXI век» несколько образцов пива, среди которых числилось вышеупомянутое «1000 IBU» от «Mikkeller ApS». К сожалению, исследование таило в себе разочарование, поскольку инструментальный способ определения горечи в пиве «1000 IBU» показал всего 110 единиц вместо 1000.
Подобные несоответствия отнюдь не являются исключением, а скорее соответствуют общим тенденциям. Дело в том, что пивовары не измеряют единицы горечи в готовых продуктах лабораторным способом, чаще всего прибегая к самостоятельному подсчету IBU с помощью многочисленных формул, которые каждый может при желании найти в Интернете. Однако данные, полученные таким способом, не всегда соответствуют показателям в конечном продукте. Кроме того, содержание изогумулона (альфа-кислоты в ) может изменяться в меньшую сторону в зависимости от сроков и условий .
Таким образом, «Hoo Lawd » от пивоварни «Dogfish Head Craft Brewery» – это самое горькое пиво в мире на сегодняшний день!
Для тех, кому интересно, я специально подготовил таблицу горькости различных сортов пива в мире:
| Тип пива | Горечь в IBU |
|---|---|
| Легкие | 8-12 |
| Стандартные | 8-15 |
| класса премиум | 15-27 |
| Мюнхенский светлый | 16-22 |
| Дортмундер Экспорт | 23-30 |
| Немецкий | 25-45 |
| Богемский | 35-45 |
| Классический американский | 25-40 |
| Венский | 18-30 |
| Мэрцен | 20-28 |
| Темный | 8-20 |
| Мюнхенский | 18-28 |
| 22-32 | |
| Светлый | 23-35 |
| Традиционный | 20-27 |
| Двойной | 16-28 |
| Айсбок | 25-35 |
| Cream | 15-20 |
| Светлый | 15-28 |
| 20-30 | |
| 15-30 | |
| Северо-Немецкий Альтбир | 25-40 |
| Калифорнийское пиво | 30-45 |
| Дюссельдорфский Альтбир | 35-50 |
| Простой биттер | 25-35 |
| Премиум биттер | 25-40 |
| Экстра биттер | 30-50 |
| Шотландское светлое | 10-20 |
| Шотландское обыкновенное | 10-25 |
| Шотландское экспортное | 15-30 |
| Ирландский красный | 17-28 |
| Крепкий скотч | 17-35 |
| Американский светлый | 30-45 |
| Американский янтарный | 25-40 |
| Американский коричневый | 20-40 |
| Южно-Английский коричневый | 12-20 |
| Северо-Английский коричневый | 20-30 |
| Коричневый | 18-35 |
| Крепкий | 25-50 |
| Балтийский | 20-40 |
| Сухой | 30-45 |
| Сладкий | 20-40 |
| Овсяный | 25-40 |
| 50-90 | |
| Английский Пэйл | 40-60 |
| Американский Пэйл |